显示标准
容积1000*500
运行方式循环
可售卖地全国
冷却方式自然
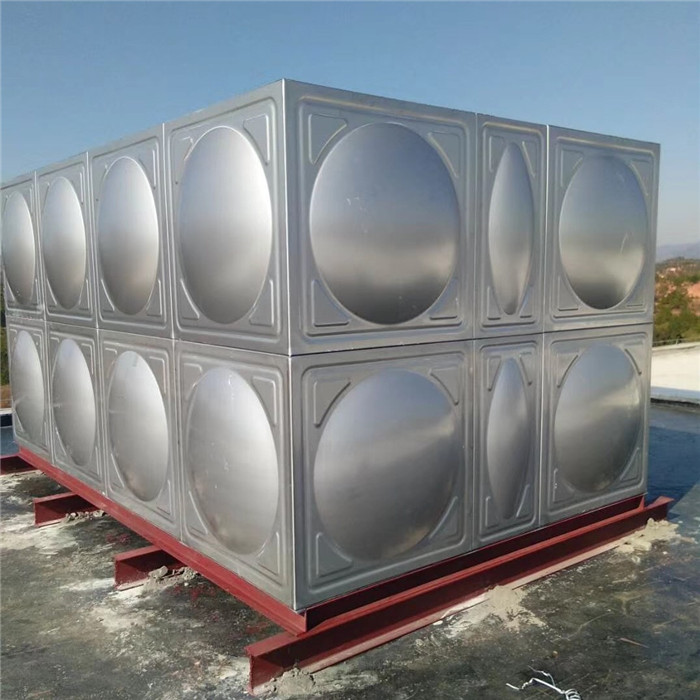
不锈钢拼装水箱的箱体采用凸面模板拼装焊接,可以根据现场的结构,不同的尺寸要求,不同的吨位要求进行方便组装,耗材较少,结构强度较高,不需要大型吊装设备,运输方便。
不锈钢拼装水箱生产工序
1、设备安装顺序
设备基础检验→设备就位→底座及框架焊接加工→箱体板材拼装→水箱管接配件安装→煤油渗透试验→清洗→注水试验→用户验收→交付;
2、板材下料 公差: ±2;
3、箱体垂直度 公差: H/1000 ±1;
4、箱体坐标 公差: ±15;
5、箱体标高 公差: ±5;
6、进出水接头位置 公差:±3。

由于工业及生活用水中普遍含有氯离子(Cl-),金属制的热水容器总是常年处于80℃以下含Cl-水的腐蚀环境中,容易发生局部腐蚀而使其使用寿命受到限制。与均匀腐蚀(化学腐蚀)相比,局部腐蚀(电化学腐蚀)速度要快得多,危险性也大得多,往往导致泄漏失效。 在含Cl-的水介质之中,组合式不锈钢水箱易发生腐蚀的薄弱环节是焊接区,由于该区经受过高温加热,组织及性能有劣化,抗腐蚀性能也降低。
不锈钢拼装水箱制造步骤
1、焊条采用不锈钢焊条,ER308L,全部采用钨极氩气保护焊接工艺;
2、焊接前应按GB/T985-1998的规定打坡口,焊缝外形成尺寸应符合/T794-1999的规定,并且要保证无虚焊、无夹渣;
3、表面光滑、无裂纹、焊缝无气泡,内衬结构排列要匀称。
4、水箱安装结束,内外进行清理、去污。制作安装完毕后,作满水试验。

不锈钢拼装水箱质量保证
1、专职质量检验负责人,严格执行《企业标准》质量管理方针;
2、严格按照图纸要求和施工工艺程序生产,同时执行自检;
3、每道工序完毕后,在班组自检的基础上,项目部组织有关人员进行验收,合格后方可进行下道工序,同时做好检验记录台帐;
4、目标:合格率达,优良率达95%,确保优良品。
我公司以“诚信赢得客户、服务创造价值”为企业理念。以服务求市场、以质量求生存、以创新求进步、以科技求发展,诚挚欢迎新老客户光临。
http://www.shiye65.com


















